HASSFULL(哈思孚)智能制造
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
18957483057
hassfull@126.com
宁波市慈溪滨海经济开发区慈东大道2088号

铝面板CNC加工样品
进加工中心加工铝件怎么样?哈思孚HASSFULL罗工来说下,首先铝本身具有一定的机械性能,具有“导电性、密度小、导热良好”等优势,因此在工业领域被广泛应用。铝是加工中心加工的一大板材之一。

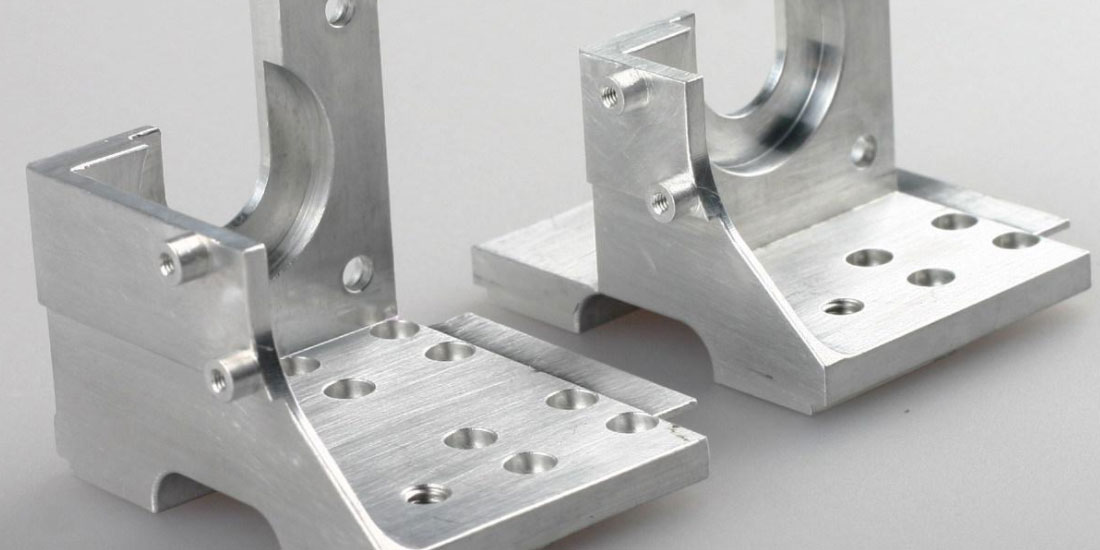
铝框架CNC加工
加工中心加工铝件需要注意哪些呢?3、最后,切削液也是很重要的。要保证切削液良好的润滑性、过滤性、防锈性、冷却性。铝加工中心在钻孔的时候,高速加工,产生热量,如果这些热量不能及时被切削液带走的话,那么也就会发生粘刀的现象,严重出现积屑瘤,怎样就影响工件的加工精糙度和刀具的使用寿命,并且热量也会使得工件变形,影响工件精度。因此我们要选择性能优良的切削液。哈思孚HASSFULL建议如果是精加工的话,选择粘度低的切削油或半合成的减摩切削液。

铝件展示
进加工中心加工铝件怎么样,当然是OK的了!加工中心不仅可以加工铝件,也可以加工铜件、工程塑料、复合材料等。加工中心也涉及到很多工艺,在这里就不多说了。



