HASSFULL(哈思孚)智能制造
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
18957483057
hassfull@126.com
宁波市慈溪滨海经济开发区慈东大道2088号
工程塑料加工中心断刀后怎么重新对刀?工程塑料加工中心在生产中难免遇到断刀问题,这不仅影响加工效率,还可能导致工件报废。哈思孚将系统讲解断刀后的重新对刀步骤、常见断刀原因及预防措施,帮助操作人员快速处理故障、减少损失。

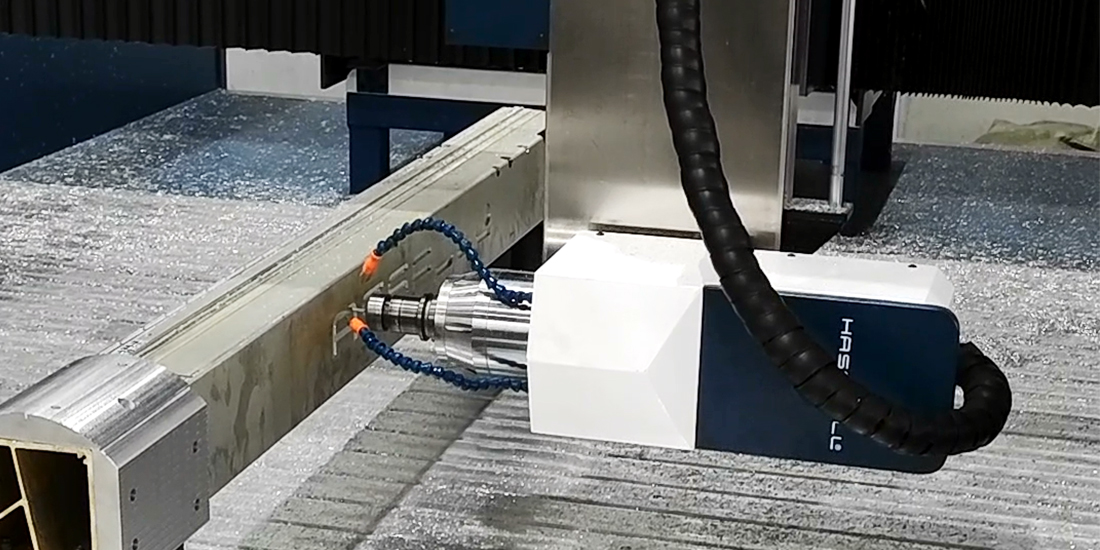
哈思孚加工中心
5、设备有问题(主轴晃、对刀不准)。

哈思孚加工中心加工样品
工程塑料加工中心断刀怎么避免?5、检查设备:定期看主轴是否晃动、对刀是否精准,有问题及时修。

哈思孚加工中心加工样品
通过规范断刀后的对刀流程、明确断刀原因并做好预防,能有效降低工程塑料加工中心的断刀概率,保障生产连续性与加工精度。操作人员需熟记操作要点,定期维护设备,确保加工过程稳定高效。



